 碳钢薄板厂冷轧轧辊管理工艺规范B3.docx
碳钢薄板厂冷轧轧辊管理工艺规范B3.docx
《碳钢薄板厂冷轧轧辊管理工艺规范B3.docx》由会员分享,可在线阅读,更多相关《碳钢薄板厂冷轧轧辊管理工艺规范B3.docx(10页珍藏版)》请在优知文库上搜索。
1、除陶板醐体系作业文件版次:B/3拟制人:赵美霖轧辐管理工艺规范文件编号:MS-JS-325拟制部门:冷轧作业区审核人:周文宾批准人:李积鹏2019-7-4发布2019-7-5实施1 .目的制定轧辐的修磨、检查和使用标准,及联系确认规范,充分发挥镀铭短轧制辑役优势和普通轧辑的规范使用,保证轧辑在机的安全使用和轧线的顺利生产。2 .适用范围适用于酸轧机组、平整机机组、镀锌轧辐的修磨和联系确认。3 .术语/定义轧辑修磨:在磨床上磨削轧辑辑身,使其达到能够上机使用的要求。事故下机:非正常下机的轧辐统称为事故轧辑。磨削量参考表6.2.4。正常下机:指轧辑在机使用过程中未发生故障,正常完成在机辐役的轧辑。
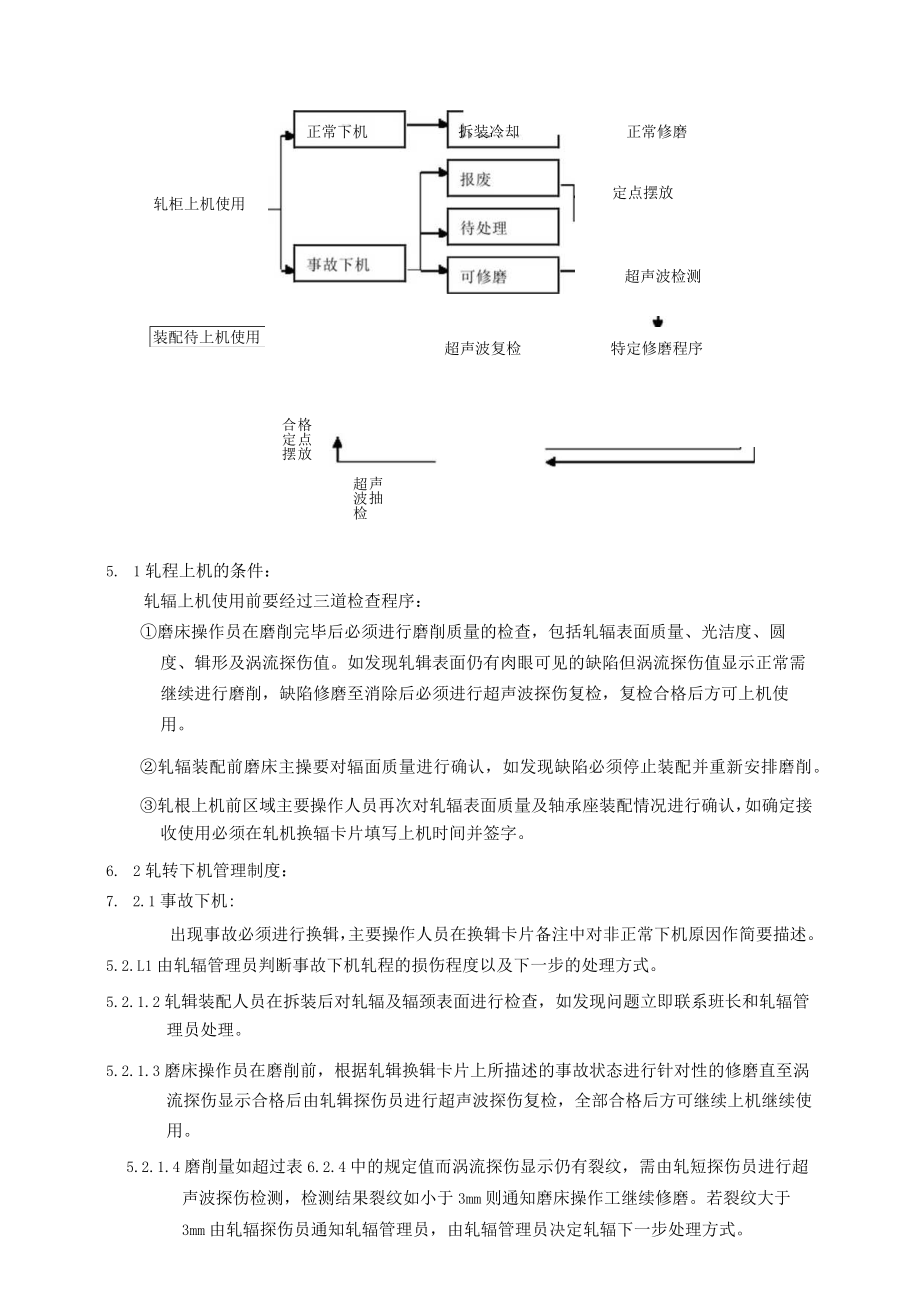
2、4 .职责分工磨床设备管理人员:负责磨床各项功能的正常运转,保证磨床的磨削精度,优化磨削工艺。轧辑管理员:对轧辐订货、使用到报废全过程的管理。负责轧辑的验收及轧辑工艺、磨削和探伤标准的制定。轧辑探伤员:负责轧辑的探伤及入厂轧辑的检测。磨床班长:负责磨床现场轧辑修磨制度的执行情况监督和工作*昆镀铭前修磨质量的最终确认工作,有问题及时联系轧辑管理解决。轧辑装配班长:负责轧程装配质量的确认、磨辑间轧辐倒运及协调工作;酸轧班长:负责轧辐现场使用的管理和监督工作。轧机主控:负责轧辑使用前轧程质量的最终确认、轧辑的使用以及轧辑轧制信息记录。5 .轧辐使用流程管理制度轧辐使用流程图装配待上机使用拆装冷却超声
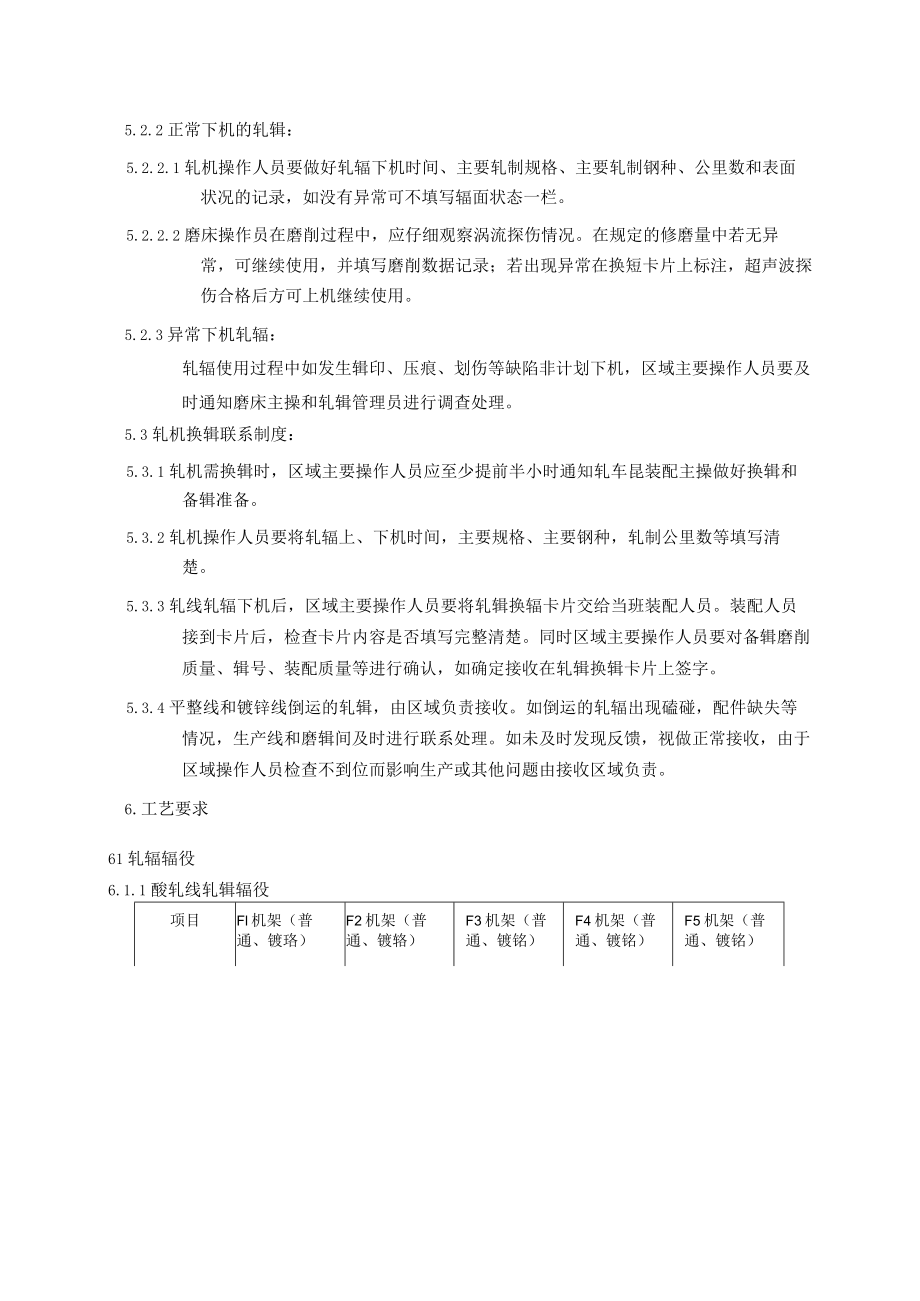
3、波复检正常下机轧柜上机使用正常修磨定点摆放超声波检测特定修磨程序格点放合定摆超波检声抽5. 1轧程上机的条件:轧辐上机使用前要经过三道检查程序:磨床操作员在磨削完毕后必须进行磨削质量的检查,包括轧辐表面质量、光洁度、圆度、辑形及涡流探伤值。如发现轧辑表面仍有肉眼可见的缺陷但涡流探伤值显示正常需继续进行磨削,缺陷修磨至消除后必须进行超声波探伤复检,复检合格后方可上机使用。轧辐装配前磨床主操要对辐面质量进行确认,如发现缺陷必须停止装配并重新安排磨削。轧根上机前区域主要操作人员再次对轧辐表面质量及轴承座装配情况进行确认,如确定接收使用必须在轧机换辐卡片填写上机时间并签字。6. 2轧转下机管理制度:7
4、. 2.1事故下机:出现事故必须进行换辑,主要操作人员在换辑卡片备注中对非正常下机原因作简要描述。5.2.L1由轧辐管理员判断事故下机轧程的损伤程度以及下一步的处理方式。5.2.1.2轧辑装配人员在拆装后对轧辐及辐颈表面进行检查,如发现问题立即联系班长和轧辐管理员处理。5.2.1.3磨床操作员在磨削前,根据轧辑换辑卡片上所描述的事故状态进行针对性的修磨直至涡流探伤显示合格后由轧辑探伤员进行超声波探伤复检,全部合格后方可继续上机继续使用。5.2.1.4磨削量如超过表6.2.4中的规定值而涡流探伤显示仍有裂纹,需由轧短探伤员进行超声波探伤检测,检测结果裂纹如小于3mm则通知磨床操作工继续修磨。若裂
5、纹大于3mm由轧辐探伤员通知轧辐管理员,由轧辐管理员决定轧辐下一步处理方式。5.2.2正常下机的轧辑:5.2.2.1轧机操作人员要做好轧辐下机时间、主要轧制规格、主要轧制钢种、公里数和表面状况的记录,如没有异常可不填写辐面状态一栏。5.2.2.2磨床操作员在磨削过程中,应仔细观察涡流探伤情况。在规定的修磨量中若无异常,可继续使用,并填写磨削数据记录;若出现异常在换短卡片上标注,超声波探伤合格后方可上机继续使用。5.2.3异常下机轧辐:轧辐使用过程中如发生辑印、压痕、划伤等缺陷非计划下机,区域主要操作人员要及时通知磨床主操和轧辑管理员进行调查处理。5.3轧机换辑联系制度:5.3.1轧机需换辑时,
6、区域主要操作人员应至少提前半小时通知轧车昆装配主操做好换辑和备辑准备。5.3.2轧机操作人员要将轧辐上、下机时间,主要规格、主要钢种,轧制公里数等填写清楚。5.3.3轧线轧辐下机后,区域主要操作人员要将轧辑换辐卡片交给当班装配人员。装配人员接到卡片后,检查卡片内容是否填写完整清楚。同时区域主要操作人员要对备辑磨削质量、辑号、装配质量等进行确认,如确定接收在轧辑换辑卡片上签字。5.3.4平整线和镀锌线倒运的轧辑,由区域负责接收。如倒运的轧辐出现磕碰,配件缺失等情况,生产线和磨辑间及时进行联系处理。如未及时发现反馈,视做正常接收,由于区域操作人员检查不到位而影响生产或其他问题由接收区域负责。6.工
7、艺要求61轧辐辐役6.1.1酸轧线轧辑辐役项目Fl机架(普F2机架(普F3机架(普F4机架(普F5机架(普通、镀珞)通、镀辂)通、镀铭)通、镀铭)通、镀铭)工作辑W170km、300km250kr400km330km550km360km500kmW220kn600km中间程350km450km600km700km600km支撑辐4000km7000km9000km9000km9000km注:1)换镀络辑轧制前,对应机架的中间辑原则上使用新粮;2)原则上使用镀铭辐的机架,镀铝工作辐和中间辐同时上下机;3)镀辂辑轧制辑役仅做参考,实际短役量控制依据轧机轧制状况和轧后板带表面质量进行调整。4)在轧制


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 薄板 冷轧 轧辊 管理 工艺 规范 B3
 优知文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
优知文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 2022自身免疫性肝炎的管理JSH临床实践指南主要内容.docx
2022自身免疫性肝炎的管理JSH临床实践指南主要内容.docx
-
2022迟发性医源性胆道损伤的内镜外科治疗策略(全文).docx
-
2022药物性肝损伤的管理的分类、诊断和肝活检(第一部分).docx
-
2022骨质疏松性椎体压缩骨折的诊治现状(全文).docx
-
2022降低糖尿病风险饮食建议(全文).docx
-
2022非肝硬化性门静脉高压症的临床管理现状(全文).docx
-
2022骨质疏松的非药物治疗策略(全文).docx
-
2022震颤的分类、病因、治疗(全文).docx
-
2022血小板在肝细胞癌发生发展中的作用(全文).docx
-
2022软产道裂伤致隐匿性产后出血的早期识别及处理(全文).docx
-
CDC指南:单纯性VVC主要内容.docx
-
2022间质性膀胱炎膀胱疼痛综合征诊治(全文).docx
-
2022近端胃切除术双通道重建研究进展(全文).docx
-
C-反应蛋白(CRP)指标临床应用价值.docx
-
2022褪黑素在女性不孕相关疾病中的生殖调节研究(全文).docx
-
2022高危妊娠滋养细胞肿瘤的治疗(全文).docx
-
2022骨盆投射角与髋关节疾病关系的研究进展(全文).docx
-
2022髋关节置换手术入路的选择(全文).docx
-
CRP、hs-CRP、WBC的相互关系解析.docx
-
2022骨塑建在骨质疏松症防治中的作用(全文).docx
-
2022银行员工个人工作心得体会范文(五篇).docx
-
XX养老机构节能降耗实施方案.docx
-
2022季学期班级安全工作计划表范文(五篇).docx
-
2022党风廉政专题党课讲稿范文(通用三篇).docx
-
2022BMJ痛风的诊断和治疗(全文).docx
-
2022ESMO胃癌指南新疗法(全文).docx
-
2022ROSAH综合征的临床特点与治疗(全文).docx
-
2022最新版中国胃癌诊疗指南解读(全文).docx
-
《电工电子》考试大纲.docx
-
《战略合作框架协议》.docx
-
XX市参加重大体育比赛奖励办法(征求意见稿).docx
-
伙委会会议流程.docx
-
XX公司国有资产交易监督管理办法.docx
-
XX区加强基层党组织建设和全面从严治党工作座谈会发言.docx
-
XX地方海上险情应急预案.docx
-
【党课讲稿】深刻领悟“对党忠诚、不负人民”的伟大精神内涵.docx
-
【宣传思想文化工作】韦韬走访慰问部分中央驻晋和市属新闻媒体.docx
-
【中心组研讨发言】大力发展老体事业聚力建设幸福安康.docx
-
【精神文明建设工作】像空气一样无处不在、无时不有.docx
-
XX市X区X镇中心卫生院领导分工及职责(2024年).docx
-
XX市X区妇幼保健计划生育服务中心公开门诊急诊服务时间(2024年).docx
-
XX市X区X街道办事处卫生院急诊就诊流程(2024年).docx
-
“雷锋式”纪检监察干部先进事迹4篇.docx
-
一岗双责社区支部书记述职报告优推.docx
-
iso和曝光量的关系.docx
-
《中共中央 国务院关于学习运用“千村示范、万村整治”工程经验有力有效推进乡村全面振兴的意见》学习感悟22篇.docx
-
三方协作协定书.docx
-
【第3周国旗下讲话】 陈学超:明惩戒正行为——再谈蕲春一中惩戒条例.docx
-
《做一个聪明的班主任》读后感.docx
-
XX市X区妇幼保健计划生育服务中心辖区妇幼保健工作运行制度(2024年).docx
-
XX市旅游突发事件应急预案.docx
 2024年金属冶炼金属冶炼(炼铁)安全管理人员安全生产考试练习题.docx
《关于支持金华猪(金华两头乌)和金华火腿全产业链高质量发展的若干政策(试行)》(征求意见稿)起草说明.docx
《关于支持金华猪(金华两头乌)和金华火腿全产业链高质量发展的若干政策(试行)》(征求意见稿).docx
连铸移钢机和冷床设备规程.docx
钢铁行业烧结、球团、高炉炼铁、转炉炼钢、电炉炼钢工序清洁生产评价指标体系技术要求内容.docx
河南厂家供应PE拉伸缠绕包装膜加厚.docx
石家庄铁源SJJL8标环保监理管理办法.docx
石家庄铁源工程咨询有限公司SJJL8标安全风险分析与双重预防机制管理办法.docx
石家庄铁源SJJL8标质量管理实施办法.docx
石家庄铁源SJJL-8标 标监理站现浇梁安全监理管理办法(初稿).docx
2024年金属冶炼金属冶炼(炼铁)安全管理人员安全生产考试练习题.docx
《关于支持金华猪(金华两头乌)和金华火腿全产业链高质量发展的若干政策(试行)》(征求意见稿)起草说明.docx
《关于支持金华猪(金华两头乌)和金华火腿全产业链高质量发展的若干政策(试行)》(征求意见稿).docx
连铸移钢机和冷床设备规程.docx
钢铁行业烧结、球团、高炉炼铁、转炉炼钢、电炉炼钢工序清洁生产评价指标体系技术要求内容.docx
河南厂家供应PE拉伸缠绕包装膜加厚.docx
石家庄铁源SJJL8标环保监理管理办法.docx
石家庄铁源工程咨询有限公司SJJL8标安全风险分析与双重预防机制管理办法.docx
石家庄铁源SJJL8标质量管理实施办法.docx
石家庄铁源SJJL-8标 标监理站现浇梁安全监理管理办法(初稿).docx